cnc-rapid-prototyping-cost-control-dashboard-cover-image.jpg
Introduction
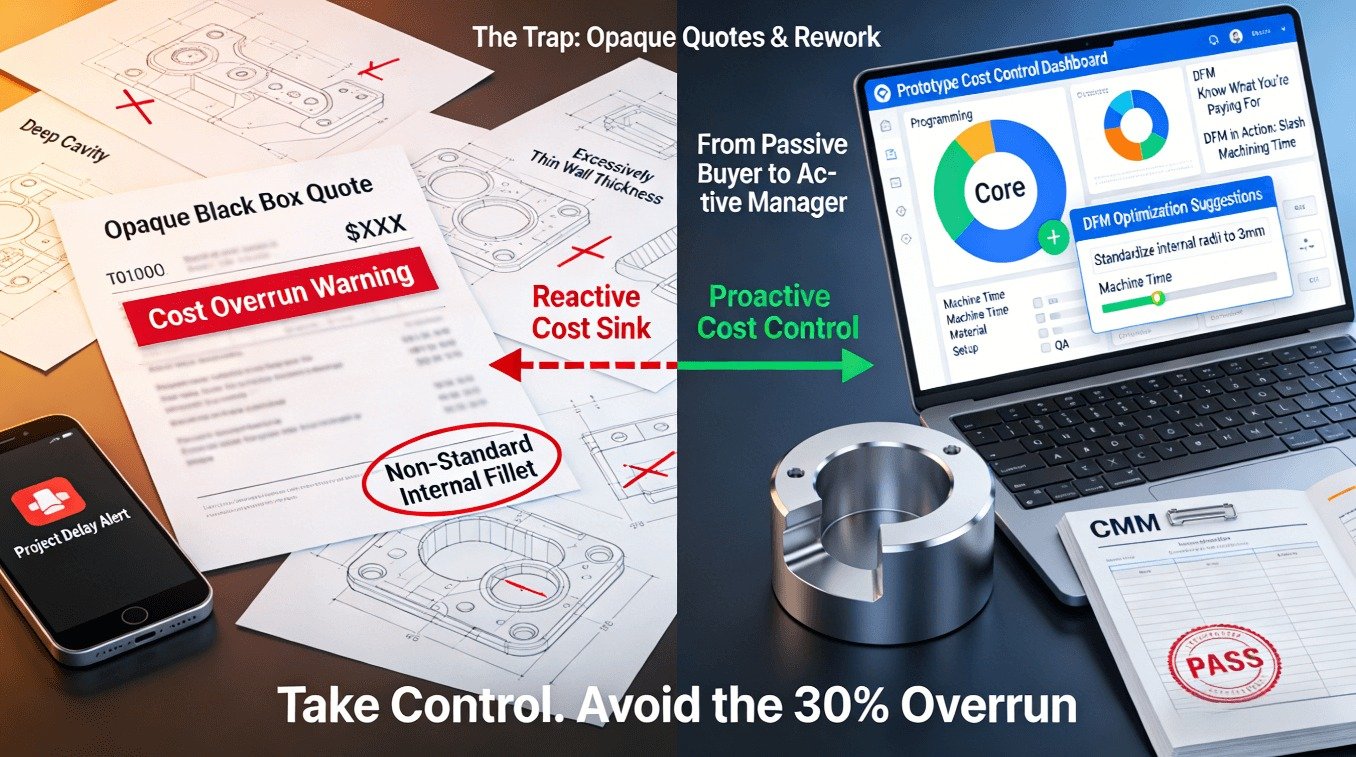
In the competitive landscape of product development, CNC rapid prototyping is a critical step for design validation, yet its costs are notoriously prone to spiraling out of control. Project managers frequently face opaque quotes, unexpected iteration charges, and severe project delays due to failed prototypes. The root of these issues typically lies in a lack of a systematic cost control framework, overlooking Design for Manufacturability (DFM), and evaluating manufacturing partners based solely on unit price.
This article aims to provide a framework that moves beyond simple price comparison. It will dissect the composition of CNC rapid prototyping costs and share a full-chain control strategy, covering design optimization, material selection, and supplier technical evaluation. This empowers teams to transform the prototyping phase from a “cost sink” into a “value-added investment” that de-risks the entire project.
What Are the Hidden Drivers Behind a CNC Rapid Prototyping Quote?
This section dissects a CNC prototyping quote to reveal core cost components beyond raw materials and basic machine time, focusing on the “hidden” expenses of engineering, setup, and quality assurance that significantly impact the total price.
1. The Engine of Cost: Programming and Process Planning
Before a machine starts, significant engineering investment occurs. A detailed Computer-Aided Manufacturing (CAM) program must be created. This involves defining toolpaths, selecting cutting tools, and simulating the process to avoid collisions. The complexity of this task — dictated by part geometry — directly translates to programming time cost. A part with many intricate features or undercuts requires a more sophisticated and time-consuming CAM plan than a simple block.
2. Machine Time: The Rate Isn’t Everything
While hourly machine rates are a key metric, the typeof machine and estimated timeare the real drivers. A part requiring 5-axis simultaneous machining will command a higher rate than one suitable for a 3-axis mill. However, a well-planned 5-axis operation may complete the part in a single setup, while the 3-axis part may require multiple setups and fixturing, increasing total handling time and potential for error. Accurate cycle time estimation is therefore crucial; an under-estimate leads to budget overruns, while an over-estimate makes a quote uncompetitive.
3. The Overlooked Essentials: Fixturing, Setup, and Quality Assurance
These are frequently underestimated cost sinks. Custom fixturing may be needed to hold a complex or delicate part securely. Each setup adds labor time. Most critically, quality assurance has a cost. A proper First Article Inspection (FAIR) using a Coordinate Measuring Machine (CMM) to verify all critical dimensions is not free. A quote that omits or bundles these items lacks transparency. Clear, standardized Geometric Dimensioning and Tolerancing (GD&T) per standards like ASME Y14.5 reduces ambiguity in the manufacturing and inspection plan, helping control these costs from the outset.
How Can Design for Manufacturability (DFM) Slash Prototyping Expenses at the Source?
This section details actionable DFM strategies that engineers can implement during the CAD phase to dramatically reduce machining complexity, time, and cost without compromising the prototype’s validation intent.
1. Designing for Machining Efficiency
Smart DFM directly attacks high machine time. Key strategies include:
- Standardize Internal Radii: Use a consistent, standard tool radius (e.g., 3mm) for all non-critical internal corners. This eliminates the need for special, small-diameter end mills that break easily, have low material removal rates, and require frequent changes.
- Rationalize Tolerances: Apply tight tolerances only to features critical for fit or function. Relaxing tolerances on non-mating surfaces allows for faster, more aggressive cutting toolpaths, slashing machining time. A tolerance of ±0.1mm can often be machined much faster than ±0.025mm.
2. Designing for Simplified Production
Minimize the logistical overhead of production.
- Optimize Part Orientation for Single Setup: Design the part so that as many features as possible can be machined in one orientation. Every new setup adds time, cost, and potential for error from re-fixturing. Sometimes, adding a small sacrificial tab for clamping is cheaper than designing a complex custom fixture.
- Avoid Extreme Geometries: Deep, narrow cavities are difficult to machine, clear chips from, and inspect. Excessively thin walls are prone to vibration and breakage during machining. Designing with manufacturing-friendly geometries reduces scrap rates and tool wear.
What Should Be the Key Technical Criteria for Selecting a CNC Prototyping Partner Beyond Price?
This section provides a technical evaluation framework for selecting a prototyping partner, arguing that engineering capability, process transparency, and quality systems are better predictors of total project cost and success than unit price alone.
1. Engineering Collaboration and Proactive Analysis
The ideal partner acts as a collaborative engineer. During quoting, they should provide substantive Design for Manufacturability (DFM) feedback, not just a price. They should explain potential issues and suggest optimizations. Furthermore, inquire about their virtual verification process; do they use CAM simulation to prevent tool collisions and optimize cycle times? This proactive engineering reduces the risk of physical errors and costly re-spins.
2. Process Control and Quality Assurance Capabilities
In-process metrology is a hallmark of a quality-focused shop. The use of on-machine probing to verify setups and check critical features mid-process dramatically increases first-pass success rates. Transparency is key: do they provide detailed inspection reports (CMM data) as a standard deliverable? Their commitment to a certified quality management system, such as ISO 9001 or industry-specific standards like IATF 16949 (automotive) and AS9100D (aerospace), is a strong indicator of process stability and reliability, which is especially critical for low-volume CNC prototyping in regulated sectors.
How Does Strategic Material Selection Impact Both Prototype Cost and Validation Outcomes?
This section provides a decision-making framework for prototype material selection, guiding readers to match material properties and cost to the specific validation objective of each prototype iteration.
1. Aligning Material with Validation Purpose
The “best” material depends on the question the prototype must answer.
- Form, Fit, and Assembly (FFA) Checks: For verifying size, shape, and how parts assemble, cost-effective materials like Aluminum 6061 or Acetal (POM) are ideal. They machine beautifully, are relatively inexpensive, and provide sufficient strength for handling.
- Functional Testing: If the prototype must perform under load, temperature, or chemical exposure, the material must simulate the end-use part. This may justify the cost of engineering plastics like PEEK (for high heat/chemical resistance) or stainless steel (for strength and corrosion resistance). The cost is an investment in valid performance data.
2. The Cost Multiplier of Material Choice
Material choice creates a cost ripple effect. Beyond the raw stock price (e.g., titanium is 5-10x the cost of aluminum), consider machinability. Materials like stainless steel or high-temperature alloys require slower cutting speeds, special tooling, and more time, further increasing the total machining cost. Selecting a more machinable material for early iterations is a key lever for cost-effective CNC prototyping.
Why Are Quality Management Certifications Critical for Managing Total Validation Costs?
This section argues that quality certifications are not just plaques on a wall but essential systems that reduce the total cost of validation by preventing errors, ensuring consistency, and providing traceability.
1. Prevention Over Detection: Reducing the Cost of Failure
Certifications like ISO 9001:2015 mandate a process approach and risk-based thinking. This means the supplier has documented procedures for every critical step — from reviewing your order to final inspection. This systematic approach is designed to preventerrors rather than just find them at the end. Preventing a single out-of-tolerance prototype batch saves the cost of remake, reshipment, and, most importantly, project delay.
2. Traceability and Consistency: The Foundation for Reliable Data
For prototypes that inform high-stakes decisions, data integrity is paramount. Certified systems enforce full traceability. You can trace a part back to its material certificate, the machine that made it, and the inspection results. This ensures that performance data from your prototype is reliable and actionable. In regulated industries (automotive, aerospace, medical), this traceability is not optional; it’s a requirement that certifications like IATF 16949 and AS9100D guarantee, directly protecting your total validation costs.
How Can Sustainable Manufacturing Practices Be Integrated into the Prototyping Phase?
This final section explores how sustainable practices in prototyping align with cost control and operational efficiency, moving beyond corporate social responsibility to deliver tangible business benefits.
1. Waste Reduction as Cost Control
Sustainable manufacturing practices in prototyping are inherently efficient. Advanced CAM nesting software optimizes the arrangement of parts on a raw material block to maximize material yield, directly reducing scrap and material cost. Choosing a supplier that prioritizes material efficiency demonstrates a lean, cost-conscious operation that benefits your bottom line.
2. Strategic Partner Selection for Long-Term Value
Partnering with a manufacturer that holds an ISO 14001 Environmental Management System certification indicates they manage their energy use, waste streams, and environmental impact systematically. This often correlates with a more disciplined, optimized, and forward-thinking operation. This disciplined, forward-thinking approach is a hallmark of the most reliable CNC prototyping manufacturers. Furthermore, opting for recyclable materials like aluminum supports a circular economy and can simplify end-of-life management for prototype parts. These practices contribute to business efficiency and resilience, aligning environmental stewardship with sound financial management.
Conclusion
Effectively controlling CNC rapid prototyping costs is a systems engineering challenge. It requires teams to evolve from passive price-takers to active cost managers. This demands a deep understanding of cost drivers, the rigorous application of DFM principles at the design stage, and the selection of manufacturing partners based on comprehensive technical capability and robust quality systems — not just the quoted price. By adopting the framework outlined above, teams can transform prototype development into a predictable, efficient, and high-value phase of product creation.
FAQs
Q: What is the most common mistake that leads to inflated CNC prototyping costs?
A: Neglecting Design for Manufacturability (DFM) review before sending out designs. Unnecessarily tight tolerances, deep pockets, or complex geometries increase programming and machining time. A proactive DFM analysis can identify and simplify features, often reducing costs by 20-30% without compromising the prototype’s intent.
Q: How can I accurately compare quotes from different prototyping suppliers?
A: Move beyond unit price. Request a line-item breakdown including costs for programming, machine time, material, setup, and quality inspection. A transparent quote allows for an apples-to-apples comparison. Suspiciously low quotes may cut corners, leading to higher total cost from rework.
Q: When is it worth paying a premium for a higher-grade material like PEEK for a prototype?
A: When the prototype’s purpose is functional testing under conditions that mimic the final product, such as high-temperature or chemical exposure. For early-stage form and fit checks, a less expensive material like aluminum is more cost-effective. The decision should be driven by the specific validation objective.
Q: What does a supplier’s IATF 16949 or AS9100D certification mean for my prototyping project?
A: These are industry-specific quality management system certifications. A supplier with these certifications has proven, audited processes for advanced planning, control, and traceability. This translates to higher reliability and lower risk of quality-related delays for projects in regulated sectors.
Q: How can rapid prototyping contribute to more sustainable product development?
A: Through waste reduction and process efficiency: virtual simulations and DFM reduce physical iterations; advanced CAM nesting minimizes material waste; partnering with ISO 14001 certified manufacturers ensures environmental management. This aligns sustainability with cost-control objectives.
Author Bio
This article is based on expertise in precision manufacturing and rapid prototyping. For readers seeking a deeper exploration of cost control, a detailed guide on CNC rapid prototyping costs provides further case studies and data. LS Manufacturing provides rapid prototyping and low-volume production solutions, with process reliability assured through certified management systems. Submit your design for a free DFM analysis and project cost optimization review today.


